Informácie o výrobcovi kruhovej brúsky 3A10P
Výrobca univerzálnej profilovej brúsky 395M - Leningradská továreň na obrábacie stroje im. Iľjič založená v roku 1924.
Od roku 1984 je súčasťou závodu Iľjič Asociácia priemyslu presných obrábacích strojov ako materská spoločnosť a od roku 1993 je registrovaná ako Závod na presné obrábanie v Petrohrade, SPZPS.
Metódy a vlastnosti kruhového brúsenia

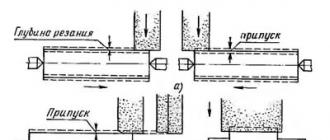
Ryža. 38. Spôsoby kruhového brúsenia:
a - s pozdĺžnym posuvom, b - hlbokým, c - zadlabaním, d - postupným posuvom, d - kombinovaným
Na vonkajších brúskach na valce je dielec inštalovaný v stredoch a je poháňaný vretenom vreteníka. Na realizáciu kruhového vonkajšieho brúsenia sú potrebné pohyby: rotácia kruhu alebo hlavného rezného pohybu, rotácia dielu - kruhový posuv dielu, vratný pohyb dielu (alebo kruhu) pozdĺž jeho osi - pozdĺžny posuv , posuv do hĺbky brúsenia.
Vonkajšie valcové brúsenie sa vykonáva niekoľkými spôsobmi:
- pozdĺžne brúsenie - pre niekoľko pozdĺžnych zdvihov s hĺbkovým posuvom pre dvojitý (alebo každý) zdvih (obr. 38, a);
- hlboké brúsenie - jedným ťahom s kruhom nastaveným do hĺbky (obr. 38, b);
- ponorné brúsenie - s priečnym posuvom po celej šírke spracovania v radiálnom (obr. 38, c) alebo tangenciálnom smere;
- brúsenie postupnými ponornými rezmi - s radiálnym posuvom v krokoch (obr. 38, d);
- kombinované brúsenie (obr. 38, e).
V niektorých prípadoch sa kruhu pridelí dodatočný axiálny oscilačný pohyb s malou amplitúdou - oscilačný pohyb.
Univerzálna kruhová brúska B-88. Účel a rozsah
Univerzálna brúska na valce V-88 je určená na vonkajšie a vnútorné brúsenie valcových a kužeľových plôch dielov vyžadujúcich rozmery, ako aj na brúsenie plochých koncov guľatých dielov v nástrojárňach a opravovniach v kusovej a malosériovej výrobe. Mincový obrobok je možné namontovať do pevných stredov, trojčeľusťového skľučovadla alebo klieštinového skľučovadla, ako aj pomocou príslušenstva.
Na kruhovej brúske B-88 je možné brúsiť vonkajšie a vnútorné valcové, kužeľové plochy a koncové plochy pozdĺžnym alebo ponorným brúsením, inštaláciou brúsneho kotúča na pravý alebo ľavý koniec brúsneho vretena, otáčaním hornej časti stôl, pracovný vreteník alebo sane brúsneho vreteníka.
Hlavným materiálom výrobkov spracovávaných na stroji je kalená uhlíková oceľ, avšak pri použití vhodných brúsnych alebo diamantových kotúčov a voľbe požadovaných technologických režimov (v rámci technických vlastností stroja) je možné spracovať výrobky z tvrdých zliatin a iných materiálov.
Technické vlastnosti kruhovej brúsky B-88
Stroj bol vyvinutý v roku 1966.
Vývojár: Leningrad Machine-Tool Plant pomenovaná po Ilyich, Leningrad.
Výrobca: Leningrad Machine-Tool Plant pomenovaná po Ilyich, Leningrad.
Hlavné parametre a rozmery podľa GOST 11654.
- Najväčší priemer inštalovaného obrobku - Ø 140 mm
- Priemer brúsenia obrobku - Ø 0..40 mm
- Najväčšia dĺžka inštalovaného obrobku - mm
- Maximálna dĺžka brúsenia - 180 mm
- Najväčší priemer inštalovaného obrobku pre vnútorné brúsenie - Ø 60 mm
- Najväčšia dĺžka brúseného otvoru - 85 mm
- Odporúčaný priemer brúsneho otvoru - Ø 25..50 mm
- Priemer brúsnych kotúčov - Ø 20..45 mm
- Výkon hlavného pohonu - 0,6 kW (2800 ot./min.)
- Plná hmotnosť stroja - 0,6 t
Kruhová brúska B-88 má otočný stôl. To umožňuje brúsiť nielen valcové, ale aj jemne zošikmené kužeľové plochy.
Vďaka otočnému čelu a otočnému vreteníku je možné brúsiť strmé kónické vonkajšie a vnútorné plochy.
Brúsny vreteník sa skladá z dvoch častí. Horná časť brúsneho vreteníka sa môže pohybovať voči spodnému (hornému sane). To umožňuje brúsiť čelnú plochu dielu upevneného v skľučovadle s obvodom brúsneho kotúča.
Stroje sa ovládajú pomocou rukovätí a tlačidiel umiestnených na prednej stene lôžka a na ovládacom paneli.
Spojovacie a pristávacie základne kruhovej brúsky V-88

Spojovacie a pristávacie základne brúsky V-88


Fotografia kruhovej brúsky B-88

Fotografia kruhovej brúsky B-88

Umiestnenie ovládacích prvkov brúsky B-88
Zoznam ovládacích prvkov pre brúsku B-88
- Univerzálny spínač na ovládanie motorov strojov
- Spínač miestneho osvetlenia
- Zástrčka pre zapnutie el. motor brúsnej hlavy
- Rukoväť zahrnutia trecej spojky vreteníka
- Predný stredový trakčný zotrvačník
- Pozdĺžne ručné koleso
- Rukoväť so zaradením jemného pozdĺžneho posuvu
- Ručné koliesko jemného pozdĺžneho posuvu
- Rukoväť dorazu pozdĺžneho posuvu
- Pozdĺžne zastavenie posuvu
- Ručné koliesko s krížovým posuvom
- Páčka aktivácie jemného krížového posuvu
- Ručné koliesko s jemným krížovým posuvom
- Uzamykacia páka krížového podávania
- Montážna skrutka koníka
- Rukoväť na zatiahnutie brka koníka
- Rukoväť pinoly koníka
- Zotrvačník posúvača zadného stredu
- Otočná skrutka stola
- Zámok otočnej tyče stola
- Zaisťovacia skrutka vretena vretena
- Montážna skrutka vreteníka
- Skrutka upevnenia otočnej časti vreteníka
- Doraz otáčania vreteníka
- Skrutka upevnenia brúsneho vreteníka
- Ventil chladiacej kvapaliny
- Skrutka na upevnenie rotačnej časti brúsneho vreteníka
- Paketový prepínač pre spätnú el. vretenový motor

Popis kinematickej schémy kruhovej brúsky B-88
Pohon produktu. Vreteno vreteníka alebo čelná doska je poháňaná motorom cez dvojstupňový klinový remeňový prevod a má dve rýchlosti.
Trecia spojka je prepojená s brzdou tak, že pri jej vypnutí sa vreteno zabrzdí.
Pohon brúsneho kotúča je vyvedený z el. motor s pohonom klinovým remeňom. Pre udržanie požadovaných otáčok brúsneho kotúča pri jeho spúšťaní je vhodné použitie vymeniteľných kladiek na hriadeli el. motora.
Pozdĺžny posuv sa vykonáva pomocou ručného pohonu z ručného kolesa cez dva páry valcových ozubených kolies a hrebeň a pastorok.
Pre presné pozdĺžne pohyby stola, potrebné pre čelné brúsenie, je v hnacej reťazi zahrnutý mechanizmus jemného posuvu.
Krížový posuv brúsneho vreteníka sa tiež vykonáva ručne pomocou závitovkového páru a hrebeňa s pastorkom
Pre jemné podávanie je tu mechanizmus podobný dizajnu ako mechanizmus jemného pozdĺžneho podávania.
Popis hlavných komponentov kruhovej brúsky B-88
- Posteľ - B 88.01.001
- Tabuľka - B 88.02.001
- Babička predná - В 88.03.001
- Babička zadná - В 88.04.001
- Mechanizmus krížového podávania - В 88.05.001
- Mechanizmus pozdĺžneho posuvu - В 88.06.001
- Brúsenie vreteníka - В 88.07.001
- Vreteník na vnútorné brúsenie - В 88.08.001
- Elektrické zariadenia - B 88.09.001
- Chladenie - B 88.10.001
- Luneta - B 88.11.001
- Orovnávač kolies - В 88.12.001
- Predná doska - B 88.13.001
Ložisko stroja B-88 (nákres B 88.01.001)
Hlavnými časťami tejto zostavy sú samotná posteľ a podstavec, ktoré majú pôdorysne tvar T. Vnútorná dutina podstavca slúži na inštaláciu štartovacieho elektrického zariadenia, pre prístup ku ktorému je v prednej stene podstavca okno uzavreté vekom.
Na hornej časti rámu sú predné ploché a zadné prizmatické vodidlá na nastavenie stola. Vodidlá sú vybavené štyrmi vreckami na mazanie, ktoré sa privádza na trecie plochy pomocou odpružených valčekov (položky 107 a 108).
Na prednej stene rámu je opracovaný plech na uchytenie mechanizmu pozdĺžneho a priečneho posuvu.
Na zadnej strane hornej steny lôžka je opracovaná plošina pre montáž brúsneho vreteníka.
Tabuľka (nákres B 88.02.001)
Zostava stola sa skladá zo spodného stola s vodidlami na pohyb po posteli a horného stola na otáčanie stola.
Spodný stolík je vylisovaný z jedného kusu, pričom priezory zakrývajú vodiace lišty lôžka, keď je stolík v krajných polohách. Na spodok stola je priskrutkovaná koľajnička na posúvanie stola pozdĺž vodidiel postele.
V prednej časti stola je opracovaná doska na upevnenie dorazov pozdĺžneho pohybu.
Na hornej rovine spodného stola sú dosky - podpery pre horný stôl s osou otáčania v strede; pozdĺž okrajov sú inštalované podložky pre svorku, horný stôl. Na pravom bloku sú dve stupnice na čítanie uhlov natočenia horného stola: jedna - v stupňoch, druhá - v kužeľovitých hodnotách vzťahujúcich sa na 100 mm dĺžky výrobku.
Na presné nastavenie uhla natočenia horného stola slúži skrutka (položka 106).
Horný stôl je vyrobený s vodidlami na inštaláciu čela a koníkov, ktoré sú namontované na vodidlách pomocou T-drážky.
Babička predná (kresba B 88. 03 001)
Vreteník so základňou je namontovaný na vodidlách horného (otočného) stola a je k nemu pripevnený pomocou crackeru (det. 150) a skrutky (det. 154). Telo vreteníka má možnosť otáčania okolo osi (det. 144).
Po otočení do požadovaného uhla, počítaného zo stupnice vytlačenej na podstavci vreteníka, sa teleso vreteníka upevní pomocou dvoch skrutiek s drážkou (detaily 152 a 153).
Nastaviteľné dorazy (det. 147) slúžia na presné nastavenie telesa vreteníka do nulovej polohy, ako aj na natočenie do požadovaného uhla.
Na pohon vreteníka sa používa prírubový elektromotor namontovaný na konzole (položka 014). Presun držiaka s el. Motor reguluje napnutie hnacieho remeňa.
V hnacom okruhu vreteníka je zahrnutá trecia spojka, ktorej zariadenie a prevádzka sú nasledovné:
Na hriadeli spojky (det. 126), spojenom s hriadeľom motora, je na guľôčkových ložiskách namontovaná dvojstupňová hnacia remenica (det. 129) s brzdovým bubnom (det. 128), ktoré majú vnútornú kužeľovú plochu, ku ktorej kužeľ je stlačený silou pružiny (det. 140) (det. 127), spojenej dvoma perami s hriadeľom (det. 126).
Pri otáčaní s rukoväťou (D61-1) sektora (det. 134) v zábere so zubami prítlačnej misky (det. 125), tá sa otáčaním okolo objímky (det. 124) pohybuje axiálne doprava. a cez axiálne guľôčkové ložisko pôsobí na kužeľ (det. 127), ktorý sa v dôsledku toho dostane z kontaktu s bubnom (det. 128).
Súčasne sa pôsobením pružiny (det. 137) dostane do činnosti brzdová páka (det. 136), ktorá spomalí hnaciu kladku a s ňou aj vreteno vreteníka.
Pohyb prítlačnej misky (det. 125) v axiálnom smere je dosiahnutý vďaka prítomnosti štyroch klinových vačiek na jej ľavom konci.
Prenos otáčania z hnacej remenice (det. 129) na vretenovú remenicu (det. 104) sa vykonáva pomocou klinového remeňa, pri preusporiadaní na stupňoch remenice je možné vretenu hlásiť dve rôzne rýchlosti otáčania. .
Konštrukcia vreteníka poskytuje možnosť práce ako s rotačným vretenom (práca pomocou hrotov alebo klieštinového upínača), tak aj s pevným vretenom a otočnou unášacou doskou.
Výkres B 88. 03. 001 v reze pozdĺž AA (možnosť 1) znázorňuje polohu dielov v prípade práce s pevnými stredmi.
V prípade práce s rotujúcim vretenom (pri použití hrotov alebo klieštin) je potrebné urobiť nasledovné:
- a) odskrutkujte skrutku (det. 115) - kým jej driek nevystúpi z drážky vretena
- b) odskrutkujte skrutku (det. 118) a cez otvorený otvor zaskrutkujte skrutku (det. 119) tak, aby sa jej driek dostal do jedného z 3 otvorov remenice (det. 104)
- c) nasaďte skrutku (det. 118).
Vreteník zadný (nákres B 88. 04. 001)
Obvyklá konštrukcia pre valcové brúsky je pripevnená k vodidlám otočného taniera pomocou skrutky s drážkou. Vyťahovanie brka je pákové a vykonáva sa pomocou rukoväte (det. 012). Upínanie brka k výrobku je vytvorené pružinou. Na vysunutie stredu sa používa skrutka (det. 105).
Brko možno upevniť v určitej polohe pomocou rukoväte (D61-4)
Mechanizmus krížového podávania (nákres B 88.05.001)
Pohon mechanizmu je ručný a je zobrazený na prednej stene postele. Brúsna hlava je inštalovaná na hornej rovine strmeňa (det. 011), ktorá sa pohybuje po vodidlách rotačného taniera (det. 012).
Ten možno spolu s podperou a brúsnym vreteníkom otáčať v uhle ± 45° vzhľadom na spodnú dosku (det. 013) upevnenú na doske rámu.
Pohyb strmeňa s brúsnym vreteníkom sa vykonáva otáčaním zotrvačníka (det. 015) namontovaného na hriadeli (det. 101).
Šnek (det. 128) je nainštalovaný na zadnom konci hriadeľa, ktorý pracuje v tandeme so šnekovým strniskom (det. 019) namontovaným na spodnom konci hrebeňa a pastorku (det. 132) v zábere s hrebeňom (det. 131).
Rýchlosť posuvu sa meria pomocou krúžku končatiny (det. 112), ktorý je voľne uložený na disku zotrvačníka (det. 113). Na jednu otáčku zotrvačníka je veľkosť pohybu strmeňa 0,75 mm (zmenšenie priemeru výrobku o 1,5 mm), cena jedného delenia končatiny je -0,0025 mm.
Na odčítanie hodnoty jemného posuvu slúži druhý, ležiaci pred hlavným, ako číselník s hodnotou delenia 0,001 mm.
Jemný posuv sa vykonáva pomocou ručného kolesa (položka 016), závitovky (položka 120) a závitovkového prevodu (položka 017), ktoré sú voľne uložené na hriadeli (položka 101).
Prepnutie pohonu z hrubého na jemný posuv a naopak sa vykonáva rukoväťou (D 61-3) spojenou s vačkou (položka 103), ktorá ovláda vahadlo (položka 105).
Spojka svojimi skoseniami pôsobí na rozperné čapy (det. 114 a 118), ktoré pohybom spojky zasahujú klinovité konce do rezov trecích krúžkov (det. 111 a 117), čím sa tlačí posledne expandovať.
Vďaka tomu je k hriadeľu (det. 101) pripojený krúžok končatiny (det. 112) alebo šnekový prevod (det. 017).
Na výkrese B 88.05.001 sú diely zobrazené v polohe zodpovedajúcej zahrnutému jemnému posuvu, t.j. trecí krúžok (det. 117) je uvoľnený a šnekové koleso (det. 017) je spojené s hriadeľom (det. 101) a krúžok ramena (det. 112) sa môže voľne otáčať okolo disku (det. 113) . Na upevnenie krúžku končatiny (det. 112) v nulovej polohe slúži ventil (det. 141), ktorý je na to potrebné pomocou rukoväte (D 61-2) posunúť doprava tak, aby cracker ( det. 143), upevnený na krúžku končatiny, vstúpil do drážky chlopne.
Na vypnutie jemného posuvu a vypnutia hrubého posuvu je potrebné posunúť vačku (det. 103) pomocou rukoväte (D 61-3) do polohy znázornenej prerušovanou čiarou.
V tomto prípade sa spojka (det. 105) posunie doprava, pričom stlačí pružinu, čapy (det. 114- a 118) zaujmú polohu, v ktorej sa uvoľní šnekové koleso a spojí sa krúžok ramena do šachty (det. 101).
Potom, ak bol krúžok končatiny fixovaný, posuňte ventil do polohy úplne vľavo.
Mechanizmus pozdĺžneho posuvu (nákres B 88. 06. 001)
Určený na posúvanie stola po vodidlách postele a je pripevnený k ľavej strane prednej steny postele.
Pohyb stola sa vykonáva pomocou zotrvačníka (det. 013) pomocou ozubených kolies (det. 102, 107, 108, 110) a hrebeňa s pastorkom (det. 111) spriahnutého s hrebeňom stola.
Pre plynulý pohyb stola v prípade čelného brúsenia je k dispozícii tenké pozdĺžne podávacie zariadenie, ktoré má podobný dizajn ako podobné zariadenie na priečny posuv.
Tenký pozdĺžny posuv sa vykonáva ručným kolesom (det. 05, 016); jemný posuv sa zapína pomocou rukoväte (D 61-3; 48x8) presunutím do polohy znázornenej na výkrese B 88.06.001 prerušovanou čiarou.
Na prednej strane panelu mechanizmu je zarážka (det. 113), ktorá obmedzuje pohyb stola.
Brúsenie vreteníka (výkres B 88. 07 001)
Namontovaný na hornej rovine strmeňa s priečnym posuvom a pripevnený k nemu dvoma skrutkami s drážkou (det. 112).
Teleso vreteníka má plošinu na inštaláciu pomocnej dosky motora (det. 013) s elektromotorom.
Prenos rotácie z elektromotora na vreteno je realizovaný dvoma klinovými remeňmi.
Na udržanie požadovanej obvodovej rýchlosti brúsneho kotúča pri jeho činnosti sú k dispozícii vymeniteľné remenice motora. Pri práci s novým brúsnym kotúčom na hriadeli el. motor musí byť namontovaná remenica pr. 70 mm a až pri opracovaní kruhu do priemeru 190 mm je možné inštalovať kladku s priemerom 190 mm. 92 mm.
Je prísne zakázané inštalovať na e-mail. motorová kladka s priemerom 92 mm pri práci s novým kruhom s priemerom väčším ako 190 mm. Výnimku môžu urobiť kotúče určené na vysokorýchlostné brúsenie.
Podpery vretena sú dve nastaviteľné bimetalové klzné ložiská Axiálna vôľa vretena je zvolená dvojradovým axiálnym guľôčkovým ložiskom uloženým na zadnom konci vretena.
Prívod oleja z kľukovej skrine do ložísk vretena sa vykonáva pomocou olejových krúžkov.
Do kľukovej skrine sa naleje olej, vreteník sa naleje cez zátku (det. 111) na úroveň značiek, indikátorov oleja umiestnených na prednej stene vreteníka.
Brúsny kotúč je chránený ochranným krytom (diel 014).
Email motor a hnacie remene sú zakryté krytom.
Vreteník na vnútorné brúsenie (výkres B 88. 08. 001)
Inštaluje sa podľa potreby na miesto brúsneho vreteníka B 88. 07. 001.
Telo vreteníka má vpredu delený nálitok na upevnenie brúsneho vretena. delením, vzadu je platforma pre elektromotor. Prenos rotácie z elektromotora na vreteno sa vykonáva plochým x / papierovým pásom.
Elektrické zariadenia (výkres B 88. 09. 001)
Elektrické vybavenie stroja je určené na pripojenie k elektrickej sieti 220/380 V AC a pozostáva z:
- Štartovacie elektrické zariadenie namontované vo vnútri skrine stroja.
- Lokálne osvetľovacie lampy.
- Systémy elektrického pohonu.
- a) Pohon vretena brúsneho kotúča je vyvedený z el. 1M motor, ktorý sa zapína a vypína pomocou 1K magnetického štartéra. Emailové pripojenie motor do siete je vyrobený zástrčkou.
- b) Pohon vreteníka pre vnútorné brúsenie je realizovaný z el. motor 1am. Vreteník pre vnútorné brúsenie sa inštaluje podľa potreby na miesto brúsneho vreteníka a el. motor 1M sa odpojí od siete pomocou zástrčky a zapne sa elektrické napájanie. motor 1:00 ráno.
- c) Pohon vretena vreteníka je realizovaný el. 2M motor, ktorý sa spúšťa a zastavuje 2K magnetickým štartérom.
- d) Čerpadlo chladenia je poháňané el. 3M motor riadený 3K magnetickým štartérom.
Štart elektromotorov stroja sa vykonáva pomocou univerzálneho spínača UP-5312 v nasledujúcom poradí: najprv sa zapne el. motor 1M (1aM), potom striedavo 2M a 3M.
Zdroj lampy miestneho osvetlenia sa vyrábajú pomocou zostupného transformátora TPB-50.

Univerzálna kruhová brúska B-88. Video.
Technické vlastnosti stroja B-88
| Názov parametra | 3U10A | B-88 |
|---|---|---|
| hlavné parametre | ||
| Trieda presnosti podľa GOST 8-82 | ALE | |
| Najväčší priemer inštalovaného produktu, mm | 100 | 140 |
| Najväčšia dĺžka inštalovaného produktu (RMC), mm | 160 | 180 |
| Maximálna dĺžka brúsenia, mm | 140 | 180 |
| Najväčší priemer brúsenia, mm | 0..40 | |
| Najmenší priemer brúsenia, mm | ||
| Odporúčaný priemer brúsenia, mm | 3..15 | |
| Najväčší priemer brúseného otvoru, mm | 40 | |
| Odporúčaný priemer brúsenia otvoru, mm | 3..15 | 25..50 |
| Maximálna dĺžka brúsenia otvoru, mm | 50 | |
| Vzdialenosť od osi vretena vreteníka k zrkadlu stola - výška stredov, mm | 120 | |
| Najväčšia hmotnosť inštalovaného produktu, kg | 1 | |
| Výška stredov vreteníka nad stolom, mm | 100 | 95 |
| Výška stredov nad podrážkou stroja, mm | 1070 | |
| Najväčší priemer upínacieho skľučovadla, mm | 100 | |
| Posteľ a stôl stroja | ||
| Najväčší pozdĺžny pohyb stola, mm | 200 | |
| Maximálny počet dvojitých zdvihov stola za minútu, mm | 30 | |
| Najmenšia dráha stola medzi dorazmi, mm | 1,5 | |
| Ručný pomalý pohyb stola na jedno otočenie zotrvačníka, mm | 0,176 | |
| Ručný zrýchlený pohyb stola na jedno otočenie zotrvačníka, mm | 2,5 | |
| Rýchlosť automatického pohybu stola (z hydraulického systému), m/min | 0,025..1,0 | Nie |
| Najväčší uhol natočenia horného stola v smere hodinových ručičiek, krupobitie | 6 | 10 |
| Najväčší uhol natočenia horného stola proti smeru hodinových ručičiek, krupobitie | 7 | 90 |
| Cena rozdelenia stupnice otáčania horného stola, krúpy | ||
| Cena delenia stupnice otáčania horného stola (kužeľa), mm/m | ||
| brúsna hlava | ||
| Najväčší pohyb brúsneho vreteníka na závitovke posuvu, mm | 100 | 80 |
| Pohyb brúsneho vreteníka pri rýchlom približovaní, mm | 15 | Nie |
| Uhol natočenia brúsneho vreteníka v smere hodinových ručičiek, krupobitie | 30 | 45 |
| Uhol natočenia brúsneho vreteníka proti smeru hodinových ručičiek, krupobitie | 30 | 45 |
| Čas rýchleho priblíženia brúsneho vreteníka, s | 3 | Nie |
| Brúsny kotúč podľa GOST 2424-67 | PP250x20x76 | 250 x 25 |
| Opotrebenie brúsneho kotúča v mm na priemer | 80 | |
| Otáčky vonkajšieho brúsneho vretena, ot./min | 2800 | |
| Posuv Jog - periodický posuv s preklopením stola, mm | 0,00125 | |
| Ručný krokový posuv - periodický posuv v momente obrátenia stola, mm | 0,00125 | Nie |
| Automatický krokový posuv - periodický v momente obrátenia stola, mm | 0,0025..0,01 | Nie |
| Najväčší zdvih automatického posuvu, mm | 0,25 | Nie |
| Cena delenia končatiny priečneho posuvu, mm | 0,0025 | 0,0025 |
| Cena delenia ramena tenkého kríža dáva, mm | 0,001 | |
| Veľkosť priečneho pohybu brúsnej hlavy na jednu otáčku zotrvačníka, mm | 0,5 | 0,75 |
| Najväčší pohyb brúsneho vreteníka po mikroposuvovej reťazi, mm/rad | 0,05 | |
| Hranice rýchlostí dlabacieho mikroposuvu, mm/min | 0,01..0,1 | Nie |
| Rýchlosť rýchleho nastavovacieho pohybu brúsneho vreteníka, mm/min | Nie | |
| Koniec brúsneho vretena podľa GOST 2323-67 (kužeľ 1:5, menovitý priemer), mm | 32 | |
| Nástavec na vnútorné brúsenie | ||
| Najväčší priemer obrobku inštalovaného v skľučovadle, mm | 60 | |
| Najväčšia dĺžka brúseného otvoru, mm | 85 | |
| Vnútorný priemer brúsnej hlavy, mm | 20..45 | |
| Najväčšia šírka vnútornej brúsnej hlavy, mm | 16 | |
| Počet otáčok vnútorného brúsneho vretena | 40000..80000 | |
| Vreteník (produktový vreteník) | ||
| Frekvencia otáčania produktu (plynulá regulácia), ot./min | 85..1000 | |
| 30 | ||
| Uhol natočenia hlavy náboja v smere hodinových ručičiek, krupobitie | 90 | |
| Kužeľ vretena vreteníka podľa ST SEV 147-75 | Morse 3 | |
| koník | ||
| Veľkosť zatiahnutia brka koníka ručne, mm | 15 | |
| Kužeľ vretena pinoly koníka podľa ST SEV 147-75 | Morse 2 | |
| Pohon a elektrické vybavenie stroja | ||
| Počet elektromotorov na stroji | 7 | 4 |
| Motor vretena brúsnej hlavy, kW (ot./min.) | 1,1 | 0,6 (2800) |
| Elektromotor na pohon produktu, kW | 0,245 | 0,18 (1400) |
| Vnútorný hnací motor brúsneho vretena, kW | Nie | 0,4 (2800) |
| Elektromotor na pohon stola, kW | 0,245 | Nie |
| Elektromotor hydraulického čerpadla, kW | 0,75 | Nie |
| Motor magnetického separátora, kW | 0,06 | Nie |
| Motor na ťahanie papiera kW | 0,18 | Nie |
| Elektromotor čerpadla chladiaceho systému, kW | 0,12 | 0,125 (2850) |
| Celkové rozmery a hmotnosť stroja | ||
| Celkové rozmery stroja (dĺžka x šírka x výška), mm | 1250 x 1400 x 1690 | 1140 x 920 x 1350 |
| Hmotnosť stroja s elektrickým zariadením a chladením, kg | 1980 | 580 |
Univerzálna kruhová brúska OSH-510F2 s vnútorným brúsnym vretenom slúži na valcové brúsenie vonkajších a vnútorných valcových a kužeľových plôch. Uplatňuje sa v podmienkach malosériovej a sériovej strojárskej výroby. Finálne brúsenie pomocou valcových brúsok je možné dosiahnuť s rozmermi 6-7 veľkostí a drsnosťou povrchu 0,32 mikrónov.
Hlavné výhody
- Stroj má manuálne a automatické ovládanie z ovládača
- Stroj má usporiadanie s pohyblivým stolom, na ktorom je namontovaný obrobok a brúsny vreteník sa pohybuje kolmo na os stredov vzhľadom na obrobok. Zakladanie obrobkov sa vykonáva v stredoch vreteníka a koníka alebo v skľučovadle.
- Pracovná zóna brúsenia je oplotená otvorenou ochranou, predná stena ochrany má pohyblivé otváracie dvierka s plexisklom.
- Vreteník výrobku a koník sú namontované na hornej pracovnej ploche pohyblivého stola. Pohyb brúsneho vreteníka sa uskutočňuje pozdĺž lineárnych valivých vedení pomocou prevodu guľôčkovou skrutkou. Vreteník výrobku má možnosť ručného otáčania o uhol 90º, brúsny vreteník má dve vretená pre vonkajšie a vnútorné brúsenie, má tiež možnosť ručného otáčania o uhol ±30. Vnútorné brúsne vreteno je otočné. Horný stôl sa dá otočiť o uhol (3º v smere hodinových ručičiek a -3º proti smeru hodinových ručičiek) a vychádza zo spodného stola, ktorý sa zase pohybuje po posuvných koľajničkách postele.
- Orovnávanie obvodu a čelnej plochy brúsneho kotúča sa vykonáva pomocou diamantov v ráme orovnávacieho mechanizmu inštalovaného na hornom stole v dôsledku pozdĺžneho pohybu stola a priečneho pohybu brúsneho kotúča ( lineárna interpolácia pozdĺž dvoch súradníc).
- Hydraulické zariadenie je vyrobené ako samostatná jednotka a je inštalované za strojom a chladiaci systém je vľavo. Na pravej strane stroja je elektrická skriňa.
- V prednej časti stroja na elektroskrini je kombinovaný ovládací panel s operátorským panelom Siemens a ovládací panel stroja s elektronickými ručnými kolieskami, joystickom a ovládacími tlačidlami.
- Pri brúsení sa používa chladiaca kvapalina na vodnej báze, čistenie chladiacej kvapaliny sa vykonáva pomocou magnetického separátora a dopravníkového filtra. Chladiaca kvapalina sa dodáva do spracovateľskej zóny pod tlakom Р = 2 atm, kapacita čerpadla Q = 30 l/min.
- Bezdotykové snímače od Balluff.
- Nízkonapäťové zariadenia Siemens.
- Ako spätné prevodníky lineárnych pohybov firmy Fagor.
Kinematika stroja poskytuje nasledujúce pohyby:
- rotácia valcového brúsneho vretena (os Sp);
- bočný pohyb brúsneho vreteníka (súradnica X);
- pozdĺžny pohyb stola (súradnica Z);
- otáčanie obrobku (os Sp1);
- rotácia vnútorného brúsneho vretena (os Sp2);
Špecifikácie OSH-510F2 |
|
|---|---|
| Charakteristický | Význam |
| Limitné rozmery obrobku, ktorý sa má inštalovať, mm: - v strede: priemer / dĺžka - v skľučovadle: priemer / dĺžka | 100/250(300) 80/160 |
| Rozmery brúsenia, max, mm: - v strede: priemer / dĺžka - v skľučovadle na vonkajšie brúsenie: maximálny priemer / dĺžka - v skľučovadle na vnútorné brúsenie: maximálny priemer / dĺžka | 100/225 80/160 40/50 |
| Hmotnosť obrobku, max, kg - v centrách/kazetách | 7/5 |
| Výška stredu, mm | 80 |
| Rozmery brúsneho kotúča, max, mm - na vonkajšie brúsenie: vonkajší priemer/výška/vnútorný priemer - pre vnútorné brúsenie: maximálny vonkajší priemer/výška | 250/25/76 |
| Uhol natočenia, max, stupne: - horný stôl v smere/proti smeru hodinových ručičiek; - pracovný vreteník pri spracovaní v skľučovadle v smere/proti smeru hodinových ručičiek; - brúsny vreteník; | 3/3 30/90 |
| Výkon hlavného pohonu kW | 2,2 |
| Výkon vretena pre vnútorné obrábanie kW | 0,75 |
| Vnútorné otáčky brúsneho vretena, ot./min | 8000…30000 |
| Frekvencia otáčania dielu, ot./min | 10…500 |
| Celkové rozmery stroja, mm, nie viac | 1800x2150x1900 |
| Hmotnosť stroja s príslušenstvom, kg | 2000 |
| Parametre precízneho spracovania: - odchýlka od stálosti priemeru po dĺžke 225 mm v pozdĺžnom reze pri spracovaní v stredoch mikróny - tolerancia kruhovitosti pri obrábaní v centrách - tolerancia kruhovitosti pri obrábaní v skľučovadle | GOST 11654-90 pre stroje triedy „B“: 4,0 |
| Drsnosť: - cylindrický vonkajší, Ra - cylindrický vnútorný, Ra - plochá tvár, Ra | 0,32 0,32 0,63 |
Štandardná výbava
- kompletný stroj (s brúsnym vreteníkom, vreteníkom vpredu a vzadu);
- systém prívodu a čistenia chladiacej kvapaliny (kompletný s magnetickým separátorom a filtrom dopravníka);
- mazacia hydrostanica;
- elektrická skrinka;
- lampa;
- ovládací panel s operátorským panelom a programovateľným logickým ovládačom (S7-1200 od Siemens);
- tŕň pre brúsny kotúč;
- brúsne kotúče GOST R 52781-2007: 1-250 x 25 x 76 (mm) - 1 ks; 32 x 25 x 10 (mm) - 10 ks;
- vsadený diamant 3908-0247 – 3 ks. (nainštalované na stroji);
- trojčeľusťové skľučovadlo Ø 80 mm / Ø 100 mm - 1 ks;
- príruby brúsnych kotúčov - 2 sady (1 sada je nainštalovaná na stroji);
- ochrana pracovného priestoru otvoreného typu;
- vzduchovka;
- sada náhradných dielov a príslušenstva, opotrebiteľné diely na 1 rok prevádzky;
- súprava náhradných dielov;
- zámočnícke náradie na údržbu strojov;
- montážne topánky - 4 ks;
- súbor prevádzkovej dokumentácie: (návod na obsluhu stroja; návod na obsluhu elektrického zariadenia;
- katalóg náhradných dielov; manažérsky pokyn - 1 kópia.
Dodatočné vybavenie

Univerzálna kruhová brúska OSH-518F2 slúži na kruhové brúsenie vonkajších valcových plôch. Kruhový brúsny typ obrábacích strojov sa používa v strojárstve, nástrojárstve, obrábacích strojoch, pri výrobe nástrojov v podmienkach malosériovej a hromadnej výroby. Finálne brúsenie pomocou valcových brúsok je možné dosiahnuť s rozmermi 6-7 veľkostí a drsnosťou povrchu 0,32 mikrónov.
Technologické možnosti OSH-518F2
- cylindrické brúsenie valcových a kužeľových plôch
- vykonávať 2 typy brúsenia: pozdĺžne a ponorné
Vlastnosti OSH-518F2
- prevodovka s guľôčkovou skrutkou použitá v podávacích reťaziach zabezpečuje presné polohovanie pracovných telies stroja.
- horný stôl má možnosť otáčania v smere alebo proti smeru hodinových ručičiek o 3 stupne.
- vybavené orovnávacím mechanizmom brúsneho kotúča.
- pomocou ovládača a ovládacieho panela s ovládacím panelom môže vykonávať automatické alebo manuálne ovládanie strojov.
- vybavené chladiacim systémom.
- polohovacia spätná väzba pracovných telies sa vykonáva pomocou lineárnych prevodníkov posuvu.
- vybavené otvorenou ochranou.
- obrobok sa montuje do stredov (priemer obrobku do 150 mm) alebo skľučovadla (priemer obrobku do 100 mm).
- brúsny vreteník vykonáva priečny posuv a pohyb pozdĺž valivých vedení.
- vreteník výrobku má možnosť manuálneho otáčania v uhle 90 stupňov.
- táto úprava má hlavu kotúča len na vonkajšie brúsenie.
- pozdĺžny pohyb stola pomocou posuvných vedení.
- polohový CNC systém.
Špecifikácie OSH-518F2 |
|
|---|---|
| Charakteristický | Význam |
| Trieda presnosti podľa GOST 8-82 | AT |
| Najväčší priemer obrobku, mm | 150 |
| Najväčšia dĺžka spracovávaného produktu, mm | 400 |
| Maximálna dĺžka brúsenia, mm | 400 |
| Vzdialenosť od osi vretena vreteníka k zrkadlu stola - výška stredov, mm | 110 |
| Najväčšia hmotnosť spracovaného produktu, kg | 20 |
| Najväčší uhol natočenia horného stola v smere hodinových ručičiek, krupobitie | 3 |
| Najväčší uhol natočenia horného stola proti smeru hodinových ručičiek, krupobitie | 3 |
| Brúsenie vreteníka, otáčky, stupne | ±30 |
| Priemer brúsneho kotúča - najväčší / najmenší, mm | 400 |
| Priemer brúsneho kotúča - podesta, mm | 127 |
| Brúsny vreteník: najväčšia výška osadeného kruhu, mm | 25 |
| Vreteník: Obrat, stupne | 30 |
| Vreteník: Frekvencia otáčania produktu (plynulá regulácia), ot./min | 100…1000 |
| Vreteník: Elektromotor vretena brúsneho vreteníka, kW | 2.2 |
| Celkové rozmery stroja (dĺžka x šírka x výška), mm | 2500x2800x1900 |
| Hmotnosť | |
- kompletný stroj (s brúsnym vreteníkom, vreteníkom vpredu a vzadu);
- systém prívodu a čistenia chladiacej kvapaliny (kompletný s magnetickým separátorom a filtrom dopravníka);
- mazacia hydrostanica;
- elektrická skrinka;
- lampa;
- ovládací panel s operátorským panelom a programovateľným logickým ovládačom (S7-1200 od Siemens);
- tŕň pre brúsny kotúč;
- brúsne kotúče GOST R 52781-2007:
- 1-250 x 25 x 76 (mm) - 1 ks.
- 32 x 25 x 10 (mm) - 10 ks. - sada diamant 3908-0247 - 3 ks. (nainštalované na stroji);
- trojčeľusťové skľučovadlo s priemerom 80 mm / 100 mm - 1 ks;
- príruby brúsnych kotúčov - 2 sady (1 sada je nainštalovaná na stroji);
- ochrana pracovného priestoru otvoreného typu;
- vzduchovka;
- sada náhradných dielov a príslušenstva, opotrebiteľné diely na 1 rok prevádzky;
- súprava náhradných dielov;
- zámočnícke náradie na údržbu strojov;
- montážne topánky - 4 kusy;
- súbor prevádzkovej dokumentácie: (návod na obsluhu stroja; návod na obsluhu elektrického zariadenia; katalóg náhradných dielov; návod na obsluhu - 1 kópia.
možnosti
- Tŕň pre statické vyváženie brúsneho kotúča.
- Zariadenie na statické vyváženie brúsneho kotúča.
- Chladiaca odstredivá čistiaca stanica - odstredivka.
- Výfukové zariadenie "UV-1200.00.0.000.0.00". Zariadenie je určené na odsávanie chladiacej hmly s inklúziami tvrdého prachu a malých kovových triesok.
- Ochrana skrine.
- Obrátený stred.
- Sada svoriek.
- Zariadenie na vyrovnávanie kruhu pod uhlom.
- Zariadenie na úpravu kruhu pozdĺž polomeru
Vlastnosti dizajnu:
Stroj má manuálne a automatické ovládanie z ovládača. Stroj má usporiadanie s pohyblivým stolom, na ktorom je namontovaný obrobok a brúsny vreteník sa pohybuje kolmo na os stredov vzhľadom na obrobok. Zakladanie obrobkov sa vykonáva v stredoch vreteníka a koníka alebo v skľučovadle.
Pracovná zóna brúsenia je oplotená otvorenou ochranou, predná stena ochrany má pohyblivé otváracie dvierka s plexisklom.
Vreteník výrobku a koník sú namontované na hornej pracovnej ploche pohyblivého stola. Pohyb brúsneho vreteníka sa uskutočňuje pozdĺž lineárnych valivých vedení pomocou prevodu guľôčkovou skrutkou. Vreteník výrobku má možnosť ručného otáčania o uhol 90º, brúsny vreteník má dve vretená pre vonkajšie a vnútorné brúsenie, má tiež možnosť ručného otáčania o uhol ±30. Vnútorné brúsne vreteno je otočné. Horný stôl sa dá otočiť o uhol (3º v smere hodinových ručičiek a -3º proti smeru hodinových ručičiek) a vychádza zo spodného stola, ktorý sa zase pohybuje po posuvných koľajničkách postele.
Orovnávanie obvodu a čelnej plochy brúsneho kotúča sa vykonáva pomocou diamantov v ráme orovnávacieho mechanizmu inštalovaného na hornom stole v dôsledku pozdĺžneho pohybu stola a priečneho pohybu brúsneho kotúča ( lineárna interpolácia pozdĺž dvoch súradníc).
Hydraulické zariadenie je vyrobené ako samostatná jednotka a je inštalované za strojom a chladiaci systém je vľavo. Na pravej strane stroja je elektrická skriňa.
V prednej časti stroja na elektroskrini je kombinovaný ovládací panel s operátorským panelom Siemens a ovládací panel stroja s elektronickými ručnými kolieskami, joystickom a ovládacími tlačidlami.
Pri brúsení sa používa chladiaca kvapalina na vodnej báze, čistenie chladiacej kvapaliny sa vykonáva pomocou magnetického separátora a dopravníkového filtra. Chladiaca kvapalina sa dodáva do spracovateľskej zóny pod tlakom Р = 2 atm, kapacita čerpadla Q = 30 l/min.
Bezdotykové snímače od Balluff.
Nízkonapäťové zariadenia Siemens.
Ako spätné prevodníky lineárnych pohybov firmy Fagor.
Výrobcom univerzálnej kruhovej brúsky V-88 bol Leningrad Machine-Tool Plant pomenovaný po Iľjičovi.
Obrábacie stroje vyrábané Leningradským strojárskym závodom pomenovaným po Iľjičovi
Ryža. 38. Spôsoby kruhového brúsenia:
a - s pozdĺžnym posuvom, b - hlbokým, c - zadlabaním, d - postupným posuvom, d - kombinovaným
Na vonkajších brúskach na valce je dielec inštalovaný v stredoch a je poháňaný vretenom vreteníka. Na realizáciu kruhového vonkajšieho brúsenia sú potrebné pohyby: rotácia kruhu alebo hlavného rezného pohybu, rotácia dielu - kruhový posuv dielu, vratný pohyb dielu (alebo kruhu) pozdĺž jeho osi - pozdĺžny posuv , posuv do hĺbky brúsenia.
Vonkajšie valcové brúsenie sa vykonáva niekoľkými spôsobmi:
- pozdĺžne brúsenie - pre niekoľko pozdĺžnych zdvihov s hĺbkovým posuvom pre dvojitý (alebo každý) zdvih (obr. 38, a);
- hlboké brúsenie - jedným ťahom s kruhom nastaveným do hĺbky (obr. 38, b);
- ponorné brúsenie - s priečnym posuvom po celej šírke spracovania v radiálnom (obr. 38, c) alebo tangenciálnom smere;
- brúsenie postupnými ponornými rezmi - s radiálnym posuvom v krokoch (obr. 38, d);
- kombinované brúsenie (obr. 38, e).
V niektorých prípadoch sa kruhu pridelí dodatočný axiálny oscilačný pohyb s malou amplitúdou - oscilačný pohyb.
Univerzálna brúska na valce V-88 je určená na vonkajšie a vnútorné brúsenie valcových a kužeľových plôch dielov vyžadujúcich rozmery, ako aj na brúsenie plochých koncov guľatých dielov v nástrojárňach a opravovniach v kusovej a malosériovej výrobe. Mincový obrobok je možné namontovať do pevných stredov, trojčeľusťového skľučovadla alebo klieštinového skľučovadla, ako aj pomocou príslušenstva.
Na kruhovej brúske B-88 je možné brúsiť vonkajšie a vnútorné valcové, kužeľové plochy a koncové plochy pozdĺžnym alebo ponorným brúsením, inštaláciou brúsneho kotúča na pravý alebo ľavý koniec brúsneho vretena, otáčaním hornej časti stôl, pracovný vreteník alebo sane brúsneho vreteníka.
Hlavným materiálom výrobkov spracovávaných na stroji je kalená uhlíková oceľ, avšak pri použití vhodných brúsnych alebo diamantových kotúčov a voľbe požadovaných technologických režimov (v rámci technických vlastností stroja) je možné spracovať výrobky z tvrdých zliatin a iných materiálov.
Stroj bol vyvinutý v roku 1966.
Vývojár: Leningrad Machine-Tool Plant pomenovaná po Ilyich, Leningrad.
Výrobca: Leningrad Machine-Tool Plant pomenovaná po Ilyich, Leningrad.
Hlavné parametre a rozmery podľa GOST 11654.
- Najväčší priemer inštalovaného obrobku - Ø 140 mm
- Priemer brúsenia obrobku - Ø 0..40 mm
- Najväčšia dĺžka inštalovaného obrobku - mm
- Maximálna dĺžka brúsenia - 180 mm
- Najväčší priemer inštalovaného obrobku pre vnútorné brúsenie - Ø 60 mm
- Najväčšia dĺžka brúseného otvoru - 85 mm
- Odporúčaný priemer brúsneho otvoru - Ø 25..50 mm
- Priemer brúsnych kotúčov - Ø 20..45 mm
- Výkon hlavného pohonu - 0,6 kW (2800 ot./min.)
- Plná hmotnosť stroja - 0,6 t
Kruhová brúska B-88 má otočný stôl. To umožňuje brúsiť nielen valcové, ale aj jemne zošikmené kužeľové plochy.
Vďaka otočnému čelu a otočnému vreteníku je možné brúsiť strmé kónické vonkajšie a vnútorné plochy.
Brúsny vreteník sa skladá z dvoch častí. Horná časť brúsneho vreteníka sa môže pohybovať voči spodnému (hornému sane). To umožňuje brúsiť čelnú plochu dielu upevneného v skľučovadle s obvodom brúsneho kotúča.
Stroje sa ovládajú pomocou rukovätí a tlačidiel umiestnených na prednej stene lôžka a na ovládacom paneli.
Spojovacie a pristávacie základne kruhovej brúsky V-88

Spojovacie a pristávacie základne brúsky V-88
Celkový pohľad na kruhovú brúsku B-88


Fotografia kruhovej brúsky B-88

Fotografia kruhovej brúsky B-88

Umiestnenie ovládacích prvkov brúsky B-88
Umiestnenie ovládacích prvkov pre kruhovú brúsku B-88. Pohľad vo väčšom meradle
- Univerzálny spínač na ovládanie motorov strojov
- Spínač miestneho osvetlenia
- Zástrčka pre zapnutie el. motor brúsnej hlavy
- Rukoväť zahrnutia trecej spojky vreteníka
- Predný stredový trakčný zotrvačník
- Pozdĺžne ručné koleso
- Rukoväť so zaradením jemného pozdĺžneho posuvu
- Ručné koliesko jemného pozdĺžneho posuvu
- Rukoväť dorazu pozdĺžneho posuvu
- Pozdĺžne zastavenie posuvu
- Ručné koliesko s krížovým posuvom
- Páčka aktivácie jemného krížového posuvu
- Ručné koliesko s jemným krížovým posuvom
- Uzamykacia páka krížového podávania
- Montážna skrutka koníka
- Rukoväť na zatiahnutie brka koníka
- Rukoväť pinoly koníka
- Zotrvačník posúvača zadného stredu
- Otočná skrutka stola
- Zámok otočnej tyče stola
- Zaisťovacia skrutka vretena vretena
- Montážna skrutka vreteníka
- Skrutka upevnenia otočnej časti vreteníka
- Doraz otáčania vreteníka
- Skrutka upevnenia brúsneho vreteníka
- Ventil chladiacej kvapaliny
- Skrutka na upevnenie rotačnej časti brúsneho vreteníka
- Paketový prepínač pre spätnú el. vretenový motor

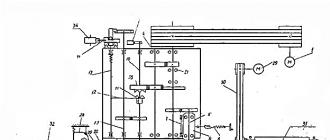
Kinematická schéma kruhovej brúsky V-88
Kinematická schéma kruhovej brúsky V-88. Pohľad vo väčšom meradle
Pohon produktu. Vreteno vreteníka alebo čelná doska je poháňaná motorom cez dvojstupňový klinový remeňový prevod a má dve rýchlosti.
Trecia spojka je prepojená s brzdou tak, že pri jej vypnutí sa vreteno zabrzdí.
Pohon brúsneho kotúča je vyvedený z el. motor s pohonom klinovým remeňom. Pre udržanie požadovaných otáčok brúsneho kotúča pri jeho spúšťaní je vhodné použitie vymeniteľných kladiek na hriadeli el. motora.
Pozdĺžny posuv sa vykonáva pomocou ručného pohonu z ručného kolesa cez dva páry valcových ozubených kolies a hrebeň a pastorok.
Pre presné pozdĺžne pohyby stola, potrebné pre čelné brúsenie, je v hnacej reťazi zahrnutý mechanizmus jemného posuvu.
Krížový posuv brúsneho vreteníka sa tiež vykonáva ručne pomocou závitovkového páru a hrebeňa s pastorkom
Pre jemné podávanie je tu mechanizmus podobný dizajnu ako mechanizmus jemného pozdĺžneho podávania.
Popis hlavných komponentov kruhovej brúsky B-88
- Posteľ - B 88.01.001
- Tabuľka - B 88.02.001
- Babička predná - В 88.03.001
- Babička zadná - В 88.04.001
- Mechanizmus krížového podávania - В 88.05.001
- Mechanizmus pozdĺžneho posuvu - В 88.06.001
- Brúsenie vreteníka - В 88.07.001
- Vreteník na vnútorné brúsenie - В 88.08.001
- Elektrické zariadenia - B 88.09.001
- Chladenie - B 88.10.001
- Luneta - B 88.11.001
- Orovnávač kolies - В 88.12.001
- Predná doska - B 88.13.001
Ložisko stroja B-88 (nákres B 88.01.001)
Hlavnými časťami tejto zostavy sú samotná posteľ a podstavec, ktoré majú pôdorysne tvar T. Vnútorná dutina podstavca slúži na inštaláciu štartovacieho elektrického zariadenia, pre prístup ku ktorému je v prednej stene podstavca okno uzavreté vekom.
Na hornej časti rámu sú predné ploché a zadné prizmatické vodidlá na nastavenie stola. Vodidlá sú vybavené štyrmi vreckami na mazanie, ktoré sa privádza na trecie plochy pomocou odpružených valčekov (položky 107 a 108).
Na prednej stene rámu je opracovaný plech na uchytenie mechanizmu pozdĺžneho a priečneho posuvu.
Na zadnej strane hornej steny lôžka je opracovaná plošina pre montáž brúsneho vreteníka.
Tabuľka (nákres B 88.02.001)
Zostava stola sa skladá zo spodného stola s vodidlami na pohyb po posteli a horného stola na otáčanie stola.
Spodný stolík je vylisovaný z jedného kusu, pričom priezory zakrývajú vodiace lišty lôžka, keď je stolík v krajných polohách. Na spodok stola je priskrutkovaná koľajnička na posúvanie stola pozdĺž vodidiel postele.
V prednej časti stola je opracovaná doska na upevnenie dorazov pozdĺžneho pohybu.
Na hornej rovine spodného stola sú dosky - podpery pre horný stôl s osou otáčania v strede; pozdĺž okrajov sú inštalované podložky pre svorku, horný stôl. Na pravom bloku sú dve stupnice na čítanie uhlov natočenia horného stola: jedna - v stupňoch, druhá - v kužeľovitých hodnotách vzťahujúcich sa na 100 mm dĺžky výrobku.
Na presné nastavenie uhla natočenia horného stola slúži skrutka (položka 106).
Horný stôl je vyrobený s vodidlami na inštaláciu čela a koníkov, ktoré sú namontované na vodidlách pomocou T-drážky.
Babička predná (kresba B 88. 03 001)
Vreteník so základňou je namontovaný na vodidlách horného (otočného) stola a je k nemu pripevnený pomocou crackeru (det. 150) a skrutky (det. 154). Telo vreteníka má možnosť otáčania okolo osi (det. 144).
Po otočení do požadovaného uhla, počítaného zo stupnice vytlačenej na podstavci vreteníka, sa teleso vreteníka upevní pomocou dvoch skrutiek s drážkou (detaily 152 a 153).
Nastaviteľné dorazy (det. 147) slúžia na presné nastavenie telesa vreteníka do nulovej polohy, ako aj na natočenie do požadovaného uhla.
Na pohon vreteníka sa používa prírubový elektromotor namontovaný na konzole (položka 014). Presun držiaka s el. Motor reguluje napnutie hnacieho remeňa.
V hnacom okruhu vreteníka je zahrnutá trecia spojka, ktorej zariadenie a prevádzka sú nasledovné:
Na hriadeli spojky (det. 126), spojenom s hriadeľom motora, je na guľôčkových ložiskách namontovaná dvojstupňová hnacia remenica (det. 129) s brzdovým bubnom (det. 128), ktoré majú vnútornú kužeľovú plochu, ku ktorej kužeľ je stlačený silou pružiny (det. 140) (det. 127), spojenej dvoma perami s hriadeľom (det. 126).
Pri otáčaní s rukoväťou (D61-1) sektora (det. 134) v zábere so zubami prítlačnej misky (det. 125), tá sa otáčaním okolo objímky (det. 124) pohybuje axiálne doprava. a cez axiálne guľôčkové ložisko pôsobí na kužeľ (det. 127), ktorý sa v dôsledku toho dostane z kontaktu s bubnom (det. 128).
Súčasne sa pôsobením pružiny (det. 137) dostane do činnosti brzdová páka (det. 136), ktorá spomalí hnaciu kladku a s ňou aj vreteno vreteníka.
Pohyb prítlačnej misky (det. 125) v axiálnom smere je dosiahnutý vďaka prítomnosti štyroch klinových vačiek na jej ľavom konci.
Prenos otáčania z hnacej remenice (det. 129) na vretenovú remenicu (det. 104) sa vykonáva pomocou klinového remeňa, pri preusporiadaní na stupňoch remenice je možné vretenu hlásiť dve rôzne rýchlosti otáčania. .
Konštrukcia vreteníka poskytuje možnosť práce ako s rotačným vretenom (práca pomocou hrotov alebo klieštinového upínača), tak aj s pevným vretenom a otočnou unášacou doskou.
Výkres B 88. 03. 001 v reze pozdĺž AA (možnosť 1) znázorňuje polohu dielov v prípade práce s pevnými stredmi.
V prípade práce s rotujúcim vretenom (pri použití hrotov alebo klieštin) je potrebné urobiť nasledovné:
- a) odskrutkujte skrutku (det. 115) - kým jej driek nevystúpi z drážky vretena
- b) odskrutkujte skrutku (det. 118) a cez otvorený otvor zaskrutkujte skrutku (det. 119) tak, aby sa jej driek dostal do jedného z 3 otvorov remenice (det. 104)
- c) nasaďte skrutku (det. 118).
Vreteník zadný (nákres B 88. 04. 001)
Obvyklá konštrukcia pre valcové brúsky je pripevnená k vodidlám otočného taniera pomocou skrutky s drážkou. Vyťahovanie brka je pákové a vykonáva sa pomocou rukoväte (det. 012). Upínanie brka k výrobku je vytvorené pružinou. Na vysunutie stredu sa používa skrutka (det. 105).
Brko možno upevniť v určitej polohe pomocou rukoväte (D61-4)
Mechanizmus krížového podávania (nákres B 88.05.001)
Pohon mechanizmu je ručný a je zobrazený na prednej stene postele. Brúsna hlava je inštalovaná na hornej rovine strmeňa (det. 011), ktorá sa pohybuje po vodidlách rotačného taniera (det. 012).
Ten možno spolu s podperou a brúsnym vreteníkom otáčať v uhle ± 45° vzhľadom na spodnú dosku (det. 013) upevnenú na doske rámu.
Pohyb strmeňa s brúsnym vreteníkom sa vykonáva otáčaním zotrvačníka (det. 015) namontovaného na hriadeli (det. 101).
Šnek (det. 128) je nainštalovaný na zadnom konci hriadeľa, ktorý pracuje v tandeme so šnekovým strniskom (det. 019) namontovaným na spodnom konci hrebeňa a pastorku (det. 132) v zábere s hrebeňom (det. 131).
Rýchlosť posuvu sa meria pomocou krúžku končatiny (det. 112), ktorý je voľne uložený na disku zotrvačníka (det. 113). Na jednu otáčku zotrvačníka je veľkosť pohybu strmeňa 0,75 mm (zmenšenie priemeru výrobku o 1,5 mm), cena jedného delenia končatiny je -0,0025 mm.
Na odčítanie hodnoty jemného posuvu slúži druhý, ležiaci pred hlavným, ako číselník s hodnotou delenia 0,001 mm.
Jemný posuv sa vykonáva pomocou ručného kolesa (položka 016), závitovky (položka 120) a závitovkového prevodu (položka 017), ktoré sú voľne uložené na hriadeli (položka 101).
Prepnutie pohonu z hrubého na jemný posuv a naopak sa vykonáva rukoväťou (D 61-3) spojenou s vačkou (položka 103), ktorá ovláda vahadlo (položka 105).
Spojka svojimi skoseniami pôsobí na rozperné čapy (det. 114 a 118), ktoré pohybom spojky zasahujú klinovité konce do rezov trecích krúžkov (det. 111 a 117), čím sa tlačí posledne expandovať.
Vďaka tomu je k hriadeľu (det. 101) pripojený krúžok končatiny (det. 112) alebo šnekový prevod (det. 017).
Na výkrese B 88.05.001 sú diely zobrazené v polohe zodpovedajúcej zahrnutému jemnému posuvu, t.j. trecí krúžok (det. 117) je uvoľnený a šnekové koleso (det. 017) je spojené s hriadeľom (det. 101) a krúžok ramena (det. 112) sa môže voľne otáčať okolo disku (det. 113) . Na upevnenie krúžku končatiny (det. 112) v nulovej polohe slúži ventil (det. 141), ktorý je na to potrebné pomocou rukoväte (D 61-2) posunúť doprava tak, aby cracker ( det. 143), upevnený na krúžku končatiny, vstúpil do drážky chlopne.
Na vypnutie jemného posuvu a vypnutia hrubého posuvu je potrebné posunúť vačku (det. 103) pomocou rukoväte (D 61-3) do polohy znázornenej prerušovanou čiarou.
V tomto prípade sa spojka (det. 105) posunie doprava, pričom stlačí pružinu, čapy (det. 114- a 118) zaujmú polohu, v ktorej sa uvoľní šnekové koleso a spojí sa krúžok ramena do šachty (det. 101).
Potom, ak bol krúžok končatiny fixovaný, posuňte ventil do polohy úplne vľavo.
Mechanizmus pozdĺžneho posuvu (nákres B 88. 06. 001)
Určený na posúvanie stola po vodidlách postele a je pripevnený k ľavej strane prednej steny postele.
Pohyb stola sa vykonáva pomocou zotrvačníka (det. 013) pomocou ozubených kolies (det. 102, 107, 108, 110) a hrebeňa s pastorkom (det. 111) spriahnutého s hrebeňom stola.
Pre plynulý pohyb stola v prípade čelného brúsenia je k dispozícii tenké pozdĺžne podávacie zariadenie, ktoré má podobný dizajn ako podobné zariadenie na priečny posuv.
Tenký pozdĺžny posuv sa vykonáva ručným kolesom (det. 05, 016); jemný posuv sa zapína pomocou rukoväte (D 61-3; 48x8) presunutím do polohy znázornenej na výkrese B 88.06.001 prerušovanou čiarou.
Na prednej strane panelu mechanizmu je zarážka (det. 113), ktorá obmedzuje pohyb stola.
Brúsenie vreteníka (výkres B 88. 07 001)
Namontovaný na hornej rovine strmeňa s priečnym posuvom a pripevnený k nemu dvoma skrutkami s drážkou (det. 112).
Teleso vreteníka má plošinu na inštaláciu pomocnej dosky motora (det. 013) s elektromotorom.
Prenos rotácie z elektromotora na vreteno je realizovaný dvoma klinovými remeňmi.
Na udržanie požadovanej obvodovej rýchlosti brúsneho kotúča pri jeho činnosti sú k dispozícii vymeniteľné remenice motora. Pri práci s novým brúsnym kotúčom na hriadeli el. motor musí byť namontovaná remenica pr. 70 mm a až pri opracovaní kruhu do priemeru 190 mm je možné inštalovať kladku s priemerom 190 mm. 92 mm.
Je prísne zakázané inštalovať na e-mail. motorová kladka s priemerom 92 mm pri práci s novým kruhom s priemerom väčším ako 190 mm. Výnimku môžu urobiť kotúče určené na vysokorýchlostné brúsenie.
Podpery vretena sú dve nastaviteľné bimetalové klzné ložiská Axiálna vôľa vretena je zvolená dvojradovým axiálnym guľôčkovým ložiskom uloženým na zadnom konci vretena.
Prívod oleja z kľukovej skrine do ložísk vretena sa vykonáva pomocou olejových krúžkov.
Do kľukovej skrine sa naleje olej, vreteník sa naleje cez zátku (det. 111) na úroveň značiek, indikátorov oleja umiestnených na prednej stene vreteníka.
Brúsny kotúč je chránený ochranným krytom (diel 014).
Email motor a hnacie remene sú zakryté krytom.
Vreteník na vnútorné brúsenie (výkres B 88. 08. 001)
Inštaluje sa podľa potreby na miesto brúsneho vreteníka B 88. 07. 001.
Telo vreteníka má vpredu delený nálitok na upevnenie brúsneho vretena. delením, vzadu je platforma pre elektromotor. Prenos rotácie z elektromotora na vreteno sa vykonáva plochým x / papierovým pásom.
Elektrické zariadenia (výkres B 88. 09. 001)
Elektrické vybavenie stroja je určené na pripojenie k elektrickej sieti 220/380 V AC a pozostáva z:
- Štartovacie elektrické zariadenie namontované vo vnútri skrine stroja.
- Lokálne osvetľovacie lampy.
- Systémy elektrického pohonu.
- a) Pohon vretena brúsneho kotúča je vyvedený z el. 1M motor, ktorý sa zapína a vypína pomocou 1K magnetického štartéra. Emailové pripojenie motor do siete je vyrobený zástrčkou.
- b) Pohon vreteníka pre vnútorné brúsenie je realizovaný z el. motor 1am. Vreteník pre vnútorné brúsenie sa inštaluje podľa potreby na miesto brúsneho vreteníka a el. motor 1M sa odpojí od siete pomocou zástrčky a zapne sa elektrické napájanie. motor 1:00 ráno.
- c) Pohon vretena vreteníka je realizovaný el. 2M motor, ktorý sa spúšťa a zastavuje 2K magnetickým štartérom.
- d) Čerpadlo chladenia je poháňané el. 3M motor riadený 3K magnetickým štartérom.
Štart elektromotorov stroja sa vykonáva pomocou univerzálneho spínača UP-5312 v nasledujúcom poradí: najprv sa zapne el. motor 1M (1aM), potom striedavo 2M a 3M.
Zdroj lampy miestneho osvetlenia sa vyrábajú pomocou zostupného transformátora TPB-50.

Elektrický obvod kruhovej brúsky V-88
Univerzálna kruhová brúska B-88. Video.
| hlavné parametre | ||
| Trieda presnosti podľa GOST 8-82 | ALE | |
| Najväčší priemer inštalovaného produktu, mm | 100 | 140 |
| Najväčšia dĺžka inštalovaného produktu (RMC), mm | 160 | 180 |
| Maximálna dĺžka brúsenia, mm | 140 | 180 |
| Najväčší priemer brúsenia, mm | 0..40 | |
| Najmenší priemer brúsenia, mm | ||
| Odporúčaný priemer brúsenia, mm | 3..15 | |
| 40 | ||
| Odporúčaný priemer brúsenia otvoru, mm | 3..15 | 25..50 |
| Maximálna dĺžka brúsenia otvoru, mm | 50 | |
| Vzdialenosť od osi vretena vreteníka k zrkadlu stola - výška stredov, mm | 120 | |
| Najväčšia hmotnosť inštalovaného produktu, kg | 1 | |
| Výška stredov vreteníka nad stolom, mm | 100 | 95 |
| Výška stredov nad podrážkou stroja, mm | 1070 | |
| Najväčší priemer upínacieho skľučovadla, mm | 100 | |
| Posteľ a stôl stroja | ||
| Najväčší pozdĺžny pohyb stola, mm | 200 | |
| Maximálny počet dvojitých zdvihov stola za minútu, mm | 30 | |
| Najmenšia dráha stola medzi dorazmi, mm | 1,5 | |
| Ručný pomalý pohyb stola na jedno otočenie zotrvačníka, mm | 0,176 | |
| Ručný zrýchlený pohyb stola na jedno otočenie zotrvačníka, mm | 2,5 | |
| Rýchlosť automatického pohybu stola (z hydraulického systému), m/min | 0,025..1,0 | Nie |
| Najväčší uhol natočenia horného stola v smere hodinových ručičiek, krupobitie | 6 | 10 |
| Najväčší uhol natočenia horného stola proti smeru hodinových ručičiek, krupobitie | 7 | 90 |
| Cena rozdelenia stupnice otáčania horného stola, krúpy | ||
| Cena delenia stupnice otáčania horného stola (kužeľa), mm/m | ||
| brúsna hlava | ||
| Najväčší pohyb brúsneho vreteníka na závitovke posuvu, mm | 100 | 80 |
| Pohyb brúsneho vreteníka pri rýchlom približovaní, mm | 15 | Nie |
| Uhol natočenia brúsneho vreteníka v smere hodinových ručičiek, krupobitie | 30 | 45 |
| Uhol natočenia brúsneho vreteníka proti smeru hodinových ručičiek, krupobitie | 30 | 45 |
| Čas rýchleho priblíženia brúsneho vreteníka, s | 3 | Nie |
| Brúsny kotúč podľa GOST 2424-67 | PP250x20x76 | 250 x 25 |
| Opotrebenie brúsneho kotúča v mm na priemer | 80 | |
| Otáčky vonkajšieho brúsneho vretena, ot./min | 2800 | |
| Posuv Jog - periodický posuv s preklopením stola, mm | 0,00125 | |
| Ručný krokový posuv - periodický posuv v momente obrátenia stola, mm | 0,00125 | Nie |
| Automatický krokový posuv - periodický v momente obrátenia stola, mm | 0,0025..0,01 | Nie |
| Najväčší zdvih automatického posuvu, mm | 0,25 | Nie |
| Cena delenia končatiny priečneho posuvu, mm | 0,0025 | 0,0025 |
| Cena delenia ramena tenkého kríža dáva, mm | 0,001 | |
| Veľkosť priečneho pohybu brúsnej hlavy na jednu otáčku zotrvačníka, mm | 0,5 | 0,75 |
| Najväčší pohyb brúsneho vreteníka po mikroposuvovej reťazi, mm/rad | 0,05 | |
| Hranice rýchlostí dlabacieho mikroposuvu, mm/min | 0,01..0,1 | Nie |
| Rýchlosť rýchleho nastavovacieho pohybu brúsneho vreteníka, mm/min | Nie | |
| Koniec brúsneho vretena podľa GOST 2323-67 (kužeľ 1:5, menovitý priemer), mm | 32 | |
| Nástavec na vnútorné brúsenie | ||
| Najväčší priemer obrobku inštalovaného v skľučovadle, mm | 60 | |
| 85 | ||
| Vnútorný priemer brúsnej hlavy, mm | 20..45 | |
| Najväčšia šírka vnútornej brúsnej hlavy, mm | 16 | |
| Počet otáčok vnútorného brúsneho vretena | 40000..80000 | |
| Vreteník (produktový vreteník) | ||
| Frekvencia otáčania produktu (plynulá regulácia), ot./min | 85..1000 | |
| 30 | ||
| Uhol natočenia hlavy náboja v smere hodinových ručičiek, krupobitie | 90 | |
| Kužeľ vretena vreteníka podľa ST SEV 147-75 | Morse 3 | |
| koník | ||
| Veľkosť zatiahnutia brka koníka ručne, mm | 15 | |
| Kužeľ vretena pinoly koníka podľa ST SEV 147-75 | Morse 2 | |
| Pohon a elektrické vybavenie stroja | ||
| Počet elektromotorov na stroji | 7 | 4 |
| Motor vretena brúsnej hlavy, kW (ot./min.) | 1,1 | 0,6 (2800) |
| Elektromotor na pohon produktu, kW | 0,245 | 0,18 (1400) |
| Vnútorný hnací motor brúsneho vretena, kW | Nie | 0,4 (2800) |
| Elektromotor na pohon stola, kW | 0,245 | Nie |
| Elektromotor hydraulického čerpadla, kW | 0,75 | Nie |
| Motor magnetického separátora, kW | 0,06 | Nie |
| Motor na ťahanie papiera kW | 0,18 | Nie |
| Elektromotor čerpadla chladiaceho systému, kW | 0,12 | 0,125 (2850) |
| Celkové rozmery a hmotnosť stroja | ||
| Celkové rozmery stroja (dĺžka x šírka x výška), mm | 1250 x 1400 x 1690 | 1140 x 920 x 1350 |
| Hmotnosť stroja s elektrickým zariadením a chladením, kg | 1980 | 580 |
Katalógový adresár skrutkorezných sústruhov
Pasy pre skrutkovacie sústruhy a zariadenia
Adresár drevoobrábacích strojov
Adresár KPO
Kúpiť katalóg, referenčnú knihu, databázu: Cenník informačných publikácií
stanki-catalog.ru
Univerzálna brúska na valce 3U10A - Všetko pre figuríny

Univerzálne brúsky na valce modely ZU10V, ZU10A, ZU10S sú určené na vonkajšie a vnútorné brúsenie valcových, kužeľových a koncových plôch dielcov inštalovaných v pevných stredoch, trojčeľusťovom skľučovadle alebo klieštinovej svorke.(Dodávané na požiadanie zákazníka) , ako aj pomocou prídavných zariadení Rozsah použitia obrábacích strojov - kusová a malosériová výroba.
Hlavným materiálom výrobkov spracovávaných na obrábacích strojoch je kalená uhlíková oceľ, avšak pri použití vhodných brúsnych alebo diamantových kotúčov a voľbe požadovaných technologických režimov (v rámci technických vlastností strojov) je možné spracovať výrobky z tvrdých zliatin a iných materiálov.
Stiahnite si dokumentáciu
Kinematická schéma

Lôžko je hlavným nosným prvkom, ktorý určuje relatívnu polohu uzlov stroja. Preto je odliatok lôžka vyrobený zo špeciálnej jemnozrnnej liatiny, prechádza dvojnásobným starnutím a je starostlivo opracovaný pozdĺž všetkých hlavných základových a spojovacích plôch. Konštrukcia postele. má vysokú tuhosť a odolnosť voči vibráciám. Zhora má rám ploché liatinové vedenia v tvare V so systémom kanálikov na privádzanie a zachytávanie únikov maziva. .Konštrukcia prepážok lôžka zabezpečuje odstraňovanie netesností z mazacieho a hydraulického systému samospádom do nádrže.

Hlavnými prvkami stola sú dve pevné liatinové dosky: spodný stôl 1 s plochými vedeniami v tvare V a horný stôl 2, ktorý sa otáča na spodnom stole okolo osi 3 horizontálnej roviny. Pre hrubé nastavenie stola na pravej strane slúži odpružená západka 4 a koľajnica 5. Uhol natočenia sa nastavuje podľa stupnice, ktorá udáva hodnotu uhla natočenia v stupňoch. Pre presné nastavenie stola pod uhlom je s koľajnicou 5 spojená skrutka 6. Otočenie stola pri presnej montáži počíta indikátor 7, namontovaný na pohyblivej tyči 8. Stôl nesie dorazy 9 a 10, ktoré striedavo pôsobia na spätnú páku 11 a vlajku 12, v ktorých pri presnom riadení pohybu stola spočíva merací kolík ukazovateľa 13, upevnený na ráme.
vreteník

Vreteník výrobku pozostáva z dosky 14 upevnenej na stole stroja a otočného puzdra 12, upevneného na doske 14 excentrickou svorkou 10 v požadovanej polohe, vreteno je upevnené koncovým ložiskom 5, ku ktorému je pritláčaný pružinami 3. Na prednej prírube skrine 12 je inštalovaná čelná doska 4 pohonu, ktorá je poháňaná od kladky cez medziprevod 11. Napnutie remeňa sa nastavuje pohybom elektromotora skrutkou 9 Pri rekonfigurácii stroja na prácu v stacionárnych centrách sa odporúča upevniť vreteno 7 uťahovacou maticou 2. Pri práci s rotujúcim vretenom je potrebné maticu 2 povoliť o 1-1,5 otáčky a zaistiť. Ak je to potrebné, os otáčania vreteníka je možné zmeniť inštaláciou tyče 13 medzi základnú hranu stola a dosku 14. Na zachytávanie prípadných netesností cez tesnenia sú k dispozícii zberné nádrže, z ktorých sa olej pravidelne uvoľňuje cez zátky. 6.
Ak chcete otáčať vreteníkom v smere hodinových ručičiek, musíte odstrániť zarážku nulovej polohy.
Vreteník vzadu

Masívne telo vreteníka 1 je upevnené na stole pomocou excentrickej svorky 2. Do telesa je vlisovaná oceľová objímka 3, v ktorej sa v kužeľovom sedle na guličkách 4 pohybuje hrot 5 z tvrdenej ocele so stredom 6. umiestnené v bronzovej separačnej trubici.poskytujú úplný výber medzier v párovaní a malú (3 ... 5 μm) tesnosť, ktorá nebráni ľahkému pohybu brka pri pôsobení nastaviteľnej pružiny 7. brko sa dá zasunúť pomocou rukoväte 8. Olejnička 9 slúži na mazanie stredu.
Na tele koníka je možné namontovať nadstavec 10 na tavenie brúsneho kotúča pri vonkajšom brúsení bez demontáže dielu.
Brúsenie vreteníka

Hlavnými prvkami brúsnej hlavy sú liatinové teleso 1 a vreteno 2, ktoré je v tele 1 uložené na trojvrstvových samonaklápacích hydrodynamických klzných ložiskách 3. Axiálne ložiská vretena sú tiež klzné ložiská 4 s predpätím od r. pružina 5. Mazanie ložísk _ obeh Vreteno má kónické konce jednej veľkosti. Brúsny kotúč 6 môže byť namontovaný na pravom alebo ľavom konci (hnacia kladka 7 je umiestnená na opačnom konci). Hnací motor s dvoma koncami hriadeľa je umiestnený za telom nesúcim vreteno. Telo je upevnené na hornom (pohyblivom) posúvači 6 pomocou dvoch elastických paralelných oceľových platní 9, ktoré sú deformované mikroposuvom. Pohon jemného posuvu je umiestnený v kryte vreteníka na zadnej strane vretena
Sane sa skladajú z dvoch častí tela: spodné (otočné) 1 a horné (pohyblivé) sane 2. Horné sane, na ktorých je upevnená hlava kolesa, sa pohybujú po spodných na plochom posuvnom vedení v tvare V. V spodnom posúvači je pozdĺž osi otáčania namontovaný zvislý hriadeľ 3, ktorý prenáša posuvný pohyb na vodiacu skrutku 4. Dvojitá - pre voľbu vôle - guľová matica 5 vodiacej skrutky je namontovaná v pieste 6 valec rýchleho prístupu. Vodiaca skrutka 4 je upnutá medzi predným a zadným dorazom horného posúvača. Dotyk na dorazoch je bodový, cez guľôčky 7 a 8 je stlačený balíkom Belleville pružín 9.
Elektrické schéma

Stiahnite si dokumentáciu
forkettle.ru
Brúsky na valce
CNC valcové brúsky Paragon poskytujú vysokú účinnosť pri operáciách valcového brúsenia v rôznych oblastiach strojárstva. Na strojoch je možné vykonávať nasledujúce typy brúsenia dielov inštalovaných v stredoch alebo skľučovadle:
- pozdĺžne brúsenie kužeľových a valcových plôch;
- ponorné brúsenie tvarových a valcových plôch;
- brúsenie koncov otáčaním vreteníka;
- vnútorné brúsenie s voliteľným nástrojom.
Valcové brúsky Paragon majú tradičné usporiadanie. Ich technologické možnosti, ukazovatele presnosti, produktivita spĺňajú najvyššie požiadavky a sú schopné uspokojiť všetky potreby moderných strojárskych podnikov. Vreteno brúsneho kotúča má hydrostatické ložisko.
Katalóg obsahuje sériu brúsok na valce s niekoľkými modifikáciami - od ručných až po stroje vybavené plnohodnotným CNC, ako aj ťažké brúsky na valce s vysokým výkonom.
Weber Comechanics poskytuje záručný a pozáručný servis na valcové brúsne zariadenia Paragon.
weber.ru
Univerzálna brúska na valce vysokej presnosti 3U142MVM
Brúska na valce 3U142MVM je univerzálny poloautomat určený na opracovanie vonkajších a vnútorných valcových a kužeľových plôch pozdĺžnym alebo ponorným brúsením, ako aj na brúsenie rovných plôch dielov ako sú podložky, príruby a brúsenie spodných koncov na hriadeľoch.
Na kruhovej brúske modelov 3U142MVM v bežnej verzii mechanizmus priečnych posuvov brúsneho vreteníka zabezpečuje ručné a automatické priečne posuvy, umožňuje nastaviť celkové množstvo odoberaného prídavku a množstvo odoberaného prídavku počas jemné brúsenie. Mechanizmus zabezpečuje automatické prepínanie z hrubovacieho na dokončovací posuv pomocou koncového mikrospínača umiestneného v tele mechanizmu.
Elektrika brúsky na valce 3U142VM: Brúsky na valce sú vybavené programovateľným logickým automatom (PLC), ktorý riadi elektrickú automatizáciu stroja, čo zvyšuje jeho spoľahlivosť. Pohon podávacieho mechanizmu brúsneho kotúča, ako aj otáčanie obrobku sa uskutočňuje pomocou striedavých elektromotorov s frekvenčnými meničmi.
Zariadenie na vyvažovanie brúsneho kotúča pre stroj 3U142MVM: Stroj je počas prevádzky vybavený vyvažovacím zariadením brúsneho kotúča, ktoré pozostáva z mechanizmu na vyvažovanie kotúča a elektronického indikátora rozsahu kmitov. Zariadenie je rýchle, spoľahlivé, ľahko ovládateľné a nenáročné na údržbu, čo prispieva k zvýšeniu produktivity a čistoty mletia.
Brúska na valce 3U142VM, 3U142 - prevedenie: Plynulé ovládanie otáčok obrobku, priečnych a pozdĺžnych posuvov, poskytuje možnosť brúsenia v optimálnych režimoch. Rezná rýchlosť hlavného brúsneho kotúča 50 m/s zaručuje vysokú produktivitu a kvalitu brúsenia. Tri vymeniteľné vretenové hlavy s priemerom 100, 80 a 60 mm poskytujú dostatočnú reznú rýchlosť pri brúsení otvorov rôznych priemerov v celej škále veľkostí brúsenia.
Hydrostatické ložiská brúsky na valce 3U 142: Hydrostatické ložiská vretena vreteníka brúsok na valce 3U142, 3U143, 3U144 zaručujú vysokú stabilitu polohy jej osi pri otáčaní počas celej životnosti bez akýchkoľvek nákladov na opravu. Indikátor ovládania rozsahu vibrácií brúsneho kotúča pomocou vyvažovacieho zariadenia pomáha rýchlo minimalizovať nevyváženosť brúsneho kotúča. Inštalácia dvojstupňového čistenia chladiacej kvapaliny zlepšuje kvalitu brúsenia a zvyšuje životnosť samotnej chladiacej kvapaliny.
Vysoká presnosť a produktivita stroja 3U142 VM: Matica odvaľovacej skrutky v podávacom mechanizme valcovej brúsky 3U142, 3U143, 3U144 zaručuje vysokú presnosť pohybu brúsneho vreteníka na danú veľkosť bez ohľadu na výsledné vonkajšie zaťaženie brúsky. vreteník. Otáčanie číselníka, keď stroj pracuje v cykle s automatickými posuvmi, poskytuje možnosť vizuálnej kontroly odoberania prídavku. Hydraulické zariadenie na automatické orovnávanie brúsneho kotúča na kopírke výrazne zvyšuje produktivitu stroja pri spracovaní dávky dielov.
- stálosť priemeru valcovej plochy obrobku v pozdĺžnom reze: 3 µm
- Kruhosť valcovej plochy obrobku: 1,0 μm
- Rovinnosť koncového povrchu vzorky (konvexnosť nie je povolená): 3,6 mm
- Drsnosť Ra valcového vonkajšieho povrchu: 0,125 µm
- Drsnosť Ra valcového vnútorného povrchu: 0,25 µm
- Drsnosť Ra plochého koncového povrchu: 0,5 µm.
| Výška stredu, mm | 240 |
| Najväčší priemer spracovania, mm | 400 |
| Max. dĺžka výrobku, mm | 1 000 |
| Najväčší priemer brúseného otvoru, mm | 200 |
| Najmenší priemer brúseného otvoru, mm | 30 |
| Najväčšia dĺžka brúseného otvoru, mm | 125 |
| Maximálna výška príruby pri brúsení rovin, mm | 50 |
| Najväčší priemer otvoru inštalovaného v kazete, mm | 250 |
| Najväčšia dĺžka výrobku pri brúsení otvoru s pevnou podperou, mm | 350 |
| Najväčšia hmotnosť výrobku s neupnutým brkom, kg | 200 |
| Najväčšia hmotnosť výrobku s upnutým brkom, kg | 500 |
| Najväčšia hmotnosť produktu pri spracovaní v kazete, kg | 150 |
| Najväčšia dĺžka pohybu stola, mm | 995 |
| Rýchlosť pohybu stola z hydraulického pohonu, m/min. | 0.05...5.0 |
| Najväčší uhol natočenia horného stola v smere hodinových ručičiek, krupobitie. | 3 |
| Najväčší uhol natočenia horného stola proti smeru hodinových ručičiek, krupobitie. | 8 / 7 / 6 |
| Frekvencia otáčania produktu (plynulá regulácia), min-1 | 25 - 300 |
| Najväčší uhol natočenia vreteníka v smere hodinových ručičiek, krupobitie. | 30 |
| Najväčší uhol natočenia vreteníka proti smeru hodinových ručičiek, krupobitie. | 90 |
| Výkon elektromotora pohonu produktu, kW | 1,5 |
| Rozmery brúsneho kotúča (D x V x Dotv), mm | 600x80x305 |
| Rezná rýchlosť, m/s | 50 |
| Najväčší pohyb pozdĺž skrutky, mm | 290 |
| Prerušovaný posuv, mm/ot | 0.001...0.05 |
| Prerušovaný posuv pre CNC stroje, mm/ot | 0.001...0.999 |
| Rýchlosť posuvu, mm/min | 0.01...4.5 |
| Rýchlosť posuvu zanorenia pre CNC stroje, mm/min | 0.01...9.99 |
| Najväčší uhol natočenia brúsneho vreteníka, krupobitie. | (/-) 30 |
| Výkon elektromotora pohonu brúsneho kotúča, kW | 11 |
| Výkon elektromotora pohonu vnútorného brúsneho zariadenia, kW | 1,1 |
| Rozmery (DxŠxV), mm | 5000x3420x2220 |
| Hmotnosť stroja 3U142MVM, kg | 7560 |
Dodatočné vybavenie
Na želanie je možné stroj vybaviť elektrickými pohonmi a elektrovýzbrojou domácej výroby aj produkcie Siemens, Mitsubishi, Fagor a Heidenhain. Na kruhovú brúsku je možné inštalovať aktívne ovládacie zariadenia so sklopnými a stolovými konzolami.